Choosing No-Bake Molding Systems for Jobbing Foundries
To achieve cost-efficient molding, it’s critical to choose the right production and automation system. The choices available to foundries are numerous, from manual to semiand fully-automatic, with three basic layout structures: loop, parallel conveyor, and carousel molding. Still, the success of any molding system depends on carefully answering a series of basic questions.
How many molds per day? — A common answer is, “More.” In order for a system to function efficiently and to produce the desired size and type of mold, the estimated number of molds per day must be established, keeping in mind current needs as well as best estimates for growth.
Mold sizes — No single system can be expected to produce very small to very large molds efficiently, without sacrificing productivity on one end or the other. The ideal system has all the same mold sizes, requiring the same processes; a rare situation in a true jobbing shop. All sizes and shapes of molds can be required in any given month, and the molding system must accommodate as many of these jobs as possible. In a true jobbing no-bake foundry, at least two molding loops or systems are used to accommodate a given size range if space and capital are available.
Available space — Unless the loop is to be part of a greenfield or new foundry, there are usually space limitations. Careful consideration must be given to all aspects of this space, including elevations, proximity to supporting processes (melting, reclamation, cleaning, etc.)
A thorough review of all material flows and system processes must be considered in order to design a molding system that uses the available floor space as efficiently as possible.
Processes — It is a rare jobbing shop that makes castings that require nothing more than that the mold be closed and poured. There are literally dozens of mold process requirements that need to be carefully analyzed to ensure that the system is capable of efficient production.
Molding process requirements can be numerous. Basic molding processes include:
Sand conditioning — for sizing, LOI control, screen analysis, temperature consistency etc.
Mixing — to use as little binder as possible, to achieve necessary strengths and wasting as little mixed sand as possible.
Compaction — easily the most under utilized, yet one of the most important processes in the no-bake foundry. Optimum compaction results in better surface finish, greater dimensional accuracy, reduced binder requirements, less burn-in, and lower cleaning hours per ton.
Coating — “swabbing“ and hand painting are common and flexible, but “flowcoating” is rapidly gaining popularity due to minimal training and very low labor requirements, and consistency of application.
Coring — efficient placement of cores and core packages is critical. Typically cores must be ready in sufficient quantities and in the correct location to make the system operate at peak efficiency.
Closing — no part of the no-bake system has a greater potential for problem. Loose sand, crushing or scraping of prints, lateral cope movement, etc., all can contribute to scrap castings.
Clamping or weighting — smaller molds can be glued, but larger molds require methods that are quick, efficient, and require as little labor as possible.
Keeping materials where they can be retrieved quickly and easily is important to reduce material handling. The system design must include space for all these materials, and a logical placement to maximize efficiency. Just a few of the materials needed in the molding area are: reinforcing rods; ram up cores; venting; chills; chaplets; gating systems made from ceramic or shell core materials.
Finally, even old systems can benefit from today’s smart technology. The ability to automate large cells or a small individual system has never been easier. With off-the-shelf RFID technology, all aspects of the system can be controlled and monitored. Recent developments in mixer-discharge pattern programming, compaction, strike-off, automatic rollover, and draw equipment, make it possible for mold halves to discharge from a system, ready for coating, coring, closing, and clamping with no labor requirements
It is critical to design for your systems future growth, not only in number of molds but also mold size and complexity.
Loop-style systems — The easiest system to install is the roller conveyor loop system, and it is also fairly inexpensive and easily managed compared to other systems. Disadvantages include plant floor obstruction, availability of supplies to the system, and pushing molds around corners. While simple, this system is hardly ergonomic and requires manual management.
Parallel conveyor systems, with rollover — The most traditional molding is accomplished with parallel conveyors. Open conveyor ends simplify material handling and operator entry (no climbing over conveyors.) Disadvantages include the need for transfer cars, and additional controls are required in semi-automated systems. When automated, these systems tend to be more costly and occupy floor space.
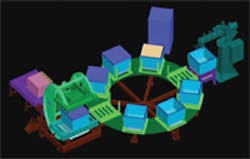
Carousel Molding Systems — Carousel systems are fully automatic and fully integrated, making them an ideal alternative to conventional conveyor and loop systems. They are self-contained, providing complete no-bake molding capability without additional equipment, and with minimal floor space. These systems can remove operator pacing and need only minimal material handling. With RFID tags these systems ensure that the mold presented is filled with the correct recipe, eliminating operator error in selecting the wrong recipe. RFID tags also improve batch management, as they control batch time and resin levels. They need to be run at full capacity to be efficient. Current off-the-shelf RFID technology and programs can also be configured to integrate into the plant-wide Ethernet and other operating systems.
Jack Palmer is the president of Palmer Manufacturing & Supply Inc. Visit www.palmermfg.com.
About the Author
Jack Palmer
President
Jack Palmer (1953-2024) was the president of Palmer Manufacturing & Supply Inc., a globally recognized supplier of metalcasting equipment, known for innovative, solution-driven engineering, and high-quality workmanship. They specialize at producing heavy-duty no-bake foundry equipment, including: sand mixers, molding systems, core room equipment, sand reclamation, mold handlers, pumping systems, resin heating systems, sand conditioning, compaction tables, mold and core coating equipment, and complete systems and engineering services.