Molten Metal Splash and Furnace Refractory Safety

Wet charge materials, sealed scrap, and bridging are all safety hazards that can lead to catastrophic explosions in foundries. By diligently examining and treating scrap, following induction furnace safety procedures, properly training and retraining personnel, and use of automated melt shop equipment, founders can be confident their operations are as safe as possible.
Wet charge materials are a serious safety hazard in all foundries. Water, moisture, or any liquid-bearing material instantaneously turns to steam when coming in contact with molten metal — expanding to 1,600 times its original volume and producing a violent explosion. This occurs without warning and throws molten metal and possibly high-temperature solids out of the furnace, putting workers, the furnace itself, and nearby plant and equipment at risk.
A water/molten metal explosion can occur in any type of furnace. For an induction furnace, however, the aftereffects may be more serious, including the possibility of additional explosions caused by liquid in a ruptured cooling system coming in contact with molten metal in the bath. Molten metal need not be present in the furnace for a water/molten metal explosion to occur. Explosions also can occur if sealed drums or containers containing water are charged into an empty but hot furnace. In this case, the force of the explosion will eject the newly charged material and quite likely damage the refractory lining as well.
The violent and unpredictable nature of a water/molten metal explosion makes the wearing of appropriate Personal Protective Equipment (PPE) by melt shop workers imperative. PPE can help to prevent disfiguring, incapacitating or fatal burns.
Some foundries reduce the possibility of water/molten metal explosions by storing scrap under cover for a least one day and then carefully inspecting bales and containers for any residual moisture. But a more reliable solution employed by an increasing number of foundries is to use remote charging systems with charge dryers or preheaters. Remote charging systems permit the operator to stand safely back from the furnace or behind protective screens during charging. Dryers and preheaters maximize the removal of water and moisture before the scrap enters the bath.
Sealed Containers
An easily overlooked danger is posed by sealed containers and sections of tubing or piping that are sheared-closed on both ends. Obviously, containers holding combustible liquids or their fumes will explode long before the scrap itself melts. Preheating sealed material will not prevent this hazard. In fact, there is a risk that a sealed container will explode inside the preheating systems. Operator vigilance is the only preventive measure. Sealed material must never be permitted into the furnace or preheater. Sheared sections of scrap tube and pipe and apparently empty sealed containers may seem less dangerous but can be equally hazardous.
Even though they do not contain combustible liquids, the air inside them can rapidly expand in the heat. In extreme cases, the pressure buildup will be sufficient to breach the container wall or escape through a sheared-closed end. If this occurs, the forceful expulsion of gas can propel the hot scrap out of the furnace or smash it into the furnace lining, causing damage.
Cold or Easily FragmentedCold charge or tools and easily fragmented materials pose a special hazard for induction furnaces and their operators because they may contain a thin layer of surface or absorbed moisture. On contact with the bath, the moisture turns to steam, causing spitting or splashing. Appropriate protective equipment and face and eye protection normally will protect the operator. Preheating the charge and tools prevents many splashing injuries.
In ferrous metal foundries the greatest splashing risk occurs toward the end of the melt, when a foundry worker adds ferroalloys or introduces tools into the melt. Ferro-alloy materials can absorb moisture from their surroundings. Sampling spoons and slag rakes collect moisture as a thin film of condensation. Manufacturers’ instructions must be followed for storing alloying materials and preheating tools to minimize moisture accumulation and reduce the risk of splashing.
In a nonferrous foundry, spitting or splashing can accompany the introduction of ingots into the melt, as surface condensation comes in contact with molten metal. Ideally, ingots should be placed only in an empty furnace or on top of solid foundry returns. Ingots added to a molten pool should be preheated or introduced using a remote charging system.
Centrifugally Cast Scrap Rolls
Special steps need to be taken when charging a furnace with centrifugally cast scrap rolls. Ideally, this type of scrap should not be melted in an induction furnace. The hazard stems from the possibliity that a roll may contain a ductile inner core surrounded by a brittle outer layer. The different rates of expansion can cause the surface material to explosively separate from the roll injuring personnel and damaging equipment. Breaking the scrap rolls can minimize the fragmenting hazard.
Bridging
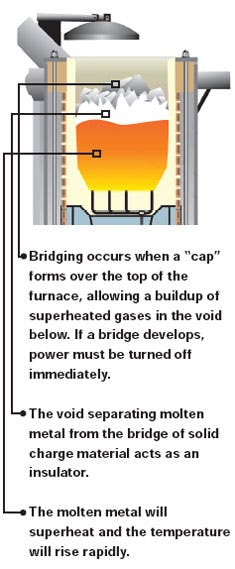
When charge material in the top portion of the furnace is not in contact with the molten metal below it, the dangerous condition known as bridging exists. When bridging occurs, charge material is no longer serving to moderate the temperature of the bath during the melting cycle. Also, the air gap between the molten metal and the bridge acts as an insulator. The molten metal below the bridge, under the impact of full melting power, will superheat.
This superheating in an induction furnace will occur very rapidly and will raise the temperature of the molten bath above the maximum temperature rating of the refractory. Also, excessive metal stirring below the bridge, due to the small metal mass and high power density, will combine with the high metal temperatures to cause rapid lining erosion or possibly complete refractory failure.
Without immediate attention to a bridging condition, a run-out due to refractory failure may occur. If the run-out is through the bottom of the furnace, it can cause a fire under the furnace and in the pit area resulting in a loss of hydraulics, control power, and water cooling. (Be sure to keep the furnace pit area clean and dry. Do not allow water or hydraulic fluid to accumulate in the pit. It is designed to hold molten metal in case of an emergency and must be kept clean and dry.)
If the run-out is through the side of the furnace, the coil may be compromised and when cooling water comes in contact with the molten metal, the water instantaneously turns into steam. If the water becomes trapped by the molten metal, this instantaneous expansion may produce an explosion which could cause injury or death and extensive damage to equipment. Bridging can occur in any induction furnace. All furnace operators must be able to recognize bridging and its dangers and know how to solve a bridging problem.
Bridging can be minimized by using proper charge material and by making sure the different sizes of charge material are added correctly. If a bridge occurs, power must be turned off and the melt deck and surrounding areas evacuated immediately until enough time has elapsed to allow the molten metal to solidify.
This is the first of two installments. In the next issue of FM&T, the authors will explain how a sound refractory that is properly installed, sintered, and maintained, along with sound operating practice, is critical to minimizing metal run-out.
Emad Tabatabaei is the Director of Technology and Robert C. Turner, P.E., is the Chief Engineer with Inductotherm Corp.
Primary Causes of Metal Splash and Furnace Eruptions
1. Wet or damp charge material.
2. Dropping heavy charge material into a molten bath.
3. Wet or damp tools or additives.
4. Sealed scrap or centrifugally cast scrap rolls.
Warning Signs of BridgingBridging may reveal itself with several warning signs. The clearest warning sign that bridging has occurred is that the melt is taking longer than calculated. Rather than increase the power, the operator should switch off power immediately. Under no circumstance should the operator increase power.
If ferrous metal is being melted, the chemical reaction which it creates on contact with the furnace lining will, under superheated conditions, produce carbon monoxide. This gas may reveal itself as small blue flames on or in the bridge. The appearance of these flames indicates the bridge may be pressurized, and it must not be breached.
In the case of a nonferrous charge, gas production will also occur, but there are no flames or other visible indications of its presence.
Primary Protection from Splash and Furnace Eruptions
1. Appropriate Personal Protective Equipment (PPE).
2. Scrap drying and preheating systems.
3. Remote charging systems.
4. Operator vigilance.
Charging and Preheating Systems Fight Splash
Many serious foundry accidents occur during furnace charging, when foundry workers come in close proximity to the molten bath. Splashes caused by dropping large pieces of scrap and water/molten metal explosions caused by wet or damp scrap can be reduced through the use of drying and preheating systems and remotely controlled charging systems. These systems, however, cannot remove trapped liquid such as oil in cans. Such materials must be shredded before they are used.
Drying/preheating systems pass scrap through an oil or gas fueled flame tunnel, heating the scrap and minimizing moisture that could cause a water/molten metal explosion. These systems also burn off dirt and oil, producing a cleaner charge and reducing the energy required in the furnace to melt the scrap.
Charging systems include belt and vibratory conveyors, charge buckets and chutes. They significantly enhance safety by permitting furnaces to be charged remotely, keeping the foundry worker at a safe distance or behind protective barriers. Also, charging systems reduce damage to furnace linings caused by heavy charge material striking the lining. The use of drying and preheating systems and remote charging systems can significantly reduce accidents related to furnace charging operations.
Since it is impossible to remove every bit of the humidity from the open air, there is always a potential for moisture condensation and splashing. Moisture condensation and absorption tend to increase with time between melts. The greatest splashing hazards, therefore, are likely to occur at the beginning of the work week or workday or after a shutdown. Allowing more time for the initial melt during these start-up periods can help reduce the potential for splashing hazards.