Fuel Savings and Rebates from Recoverable Energy

It is possible for metalcasters to achieve significant savings on several types of recoverable energy sources, and for the energy savings to more than pay for the necessary equipment and installation in less than three years.
Since 2013, all public utility companies in the U.S. have been mandated to spend 25% of their profits on renewable or recoverable energy.The exceptions to this ruling are municipally owned power companies. The process of recovering dirty, high-suspended particulate matter and CO2 from the furnace exhaust to pre-heat burner combustion air, or make up air or another process in the plant is eligible for rebates from most electric and gas power companies.It takes some time and effort to recover this energy, but the return from the energy rebates is well worth the effort.
We have said many times “there have been many failed attempts over the years to implement this type of heat recovery.” These projects usually failed due to disintegration of the conventional heat exchanger. We actually advised our client against implementing such a system, as it would lead to failure and extensive costs with no financial return.
Recently, the U.S. DOE reported: “Recuperators have been successfully used to preheat the air, however, in many cases the metallic recuperator tubes have a relatively limited lifetime – six to nine months.”
Schaefer Group set out to determine the cause of the rapid tube degradation and then to recommend alternative materials or operating conditions to prolong the life of the recuperator tubes. This heat pipe exchanger now exists.
Who can benefit from the new technology, and the rebates? Everyone who has small or large-sized aluminum melting furnaces, which are typically run by manufacturers of aluminum automotive castings, aluminum sand, and permanent mold foundries, as well as large recycling companies.
While this technology (and rebates) used to benefit only larger furnaces (because the return air saved only 15-17% of fuel), with the latest technology and the rebates from public utility companies, now everyone is eligible to save up to 21% of fuel. At today’s natural-gas prices in Mexico the payback is easy to justify.At today’s domestic natural-gas prices, we estimate a 27-month payback with installation costs.
According to the Database of State Incentives for Renewables & Efficiency® (DSIRE) Program, “Numerous systems have been installed in Europe and Asia.To date, five systems have been implemented in the U.S., the first of which was commissioned in 2005 followed by two further systems in 2008. Another system was deployed in 2012 at Superior Aluminum, in Mexico. One more system is being installed currently.The initial installation has been running nearly nine years and was given a thorough inspection in mid-2013; it was found to be in good condition and still delivering close to the baseline performance.”
To date, these heat-recovery systems have been delivered as turnkey solutions comprising a heat pipe counter-flow gas-to-air-heat exchanger, ducting, fans, and supporting structures. The “heat pipes” (HP) are plain carbon steel, vertically orientated pipes. The technology is applicable for small to medium-sized furnaces where recuperative systems are not economical; temperatures are limited to pre-heating air to 600°F from an inlet temperature of 700°C. For exhaust temperatures above this, air dilution can be offered to bring the resulting inlet mix back to <700°F.
Recommended Heat Exchangers
We recommend the Thermosyphon Heat Pipe heat exchangers for several reasons:
• There are no moving parts, therefore a minimal amount of maintenance is required. The operation of the heat exchanger requires no additional energy other than the energy to be transferred.
• Thermosyphon Heat Pipes are manufactured with minimum 2.5-mm thick walls, to improve performance, increase longevity, and strengthen resistance against high-particulate atmospheres and corrosive environments. They are offered with a three-year warranty.In 2005, gas prices were much higher than today, and even with only about 330°F returned combustion air, the system recovered its initial investment cost in less than 18 months.The fuel savings were proven at 13%.
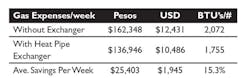
Wheel plant case study — A wheel plant in Mexico provided figures on gas usage before (2011) and after the exchanger was installed on an 8,000-lb./hr., high headroom melter. The returned combustion air temperature was 400°F. Their savings are documented in Table 1 and Figure 1.
Aluminum foundry case study — A gas-to-air cross-flow heat-pipe heat exchanger was installed at an automotive casting plant in July 2005. In July 2013, a complete inspection of the system was conducted to evaluate its condition and the performance of the heat pipes, as well as the condition of the collection and return systems. The heat pipes in the evaporative section of the heat exchanger contained a fine coating of ash; after wire brushing, the ash was removed and there was no noticeable degradation in the condition of the pipe. In the condensing section of the HPHE, the color and condition of the pipes were as-new. There was a slight build-up of particulate in the condensing section due to combustion air being drawn from within the foundry. Three pipes were removed and lab tested, and performed as well as newly manufactured pipes with an efficiency loss <2% from the date the 2005 installation.
Why it Works
1. HP metal temperature is kept above the acid dew point. Most of the reasons that old-style heat exchangers failed are that the products of combustion and flux off-gassing had a chance to condensate on the tubes, and the condensation produced an acid that degraded the tubes.
2. The isothermal property of the HP units avoids localized acid condensation by keeping the heat pipes at a temperature above the condensation formation.
3. The plain tube, carbon steel HP units have an inherently low fouling factor, and are easy to remove, clean, and reinstall. (See Figure 3.)
4. The risk profile on pipe failure is minimized due to the multiple redundancies. The HP heat exchange units use bundles of heat pipes, each one acting as an independent heat exchanger. The failure of a single heat pipe does not affect the performance of the other heat pipes within the exchanger, thereby removing the potential of a catastrophic failure that may occur with traditional heat exchanger technologies with no multiple redundancy capacity.
5. At current gas prices in Mexico, an 18- to 24-month payback is not uncommon.
The heat pipe system can be installed directly above the furnace (as shown in Figure 4), or outside the building, or on the roof (as shown in Figure 5.) Outside installation may increase the overall cost and prolong the ROI.
Systems installed to date have delivered less-than-24-month payback (although, the current low natural-gas prices in the U.S. challenges this target); it is easily achievable outside the U.S. market.In domestic markets, numerous public utilities offer rebates or incentives for renewable or recoverable energy, but often these incentives must be applied for and are conditioned on the operators saving at least 20% in fuel.
The bottom line is that not only can an operator save as much as 21% in fuel, but that this is worth the investment, as we know gas prices will rise as regulators pressure utilities to use natural gas instead of coal.Already, larger utility companies that use coal have invested in fracking firms and natural gas producers, the better to control gas costs.If that does not happen with the new administration, we may assume that newer, clean-coal technologies will be pursued — with the higher natural-gas and electricity costs passed to the consumers.
Now is the time to implement the savings to get ahead of the increases we know are coming.There are more energy-savings ideas available to foundries and diecasters willing to locate them via energy audits, better-insulated furnaces, newer combustion systems, and controls.
David W. White is the national sales manager for The Schaefer Group Inc. Contact him at [email protected], or visit www.theschaefergroup.com