







Bridging the Gap Between Organic Binders’ Performance and Inorganic Binders' Advantages
Metalcasters know there is gap between the operating performance of organic binders and the environmental features of inorganic systems. Lovox® is a patented resin system designed to “bridge the gap.” As its name suggests, Lovox is a low-VOC, low-odor, and low-HAP binder system. The unique urethane chemistry provides for similar performance characteristics as phenolic urethane systems without the negatives associated with phenol, formaldehyde, and hydrocarbon solvents. The result is a sand binder system that offers comparable latent reactivity characteristics of phenolic urethanes, but with significantly reduced odor and hazardous emissions. Emission testing has shown reductions in total HAPs of over 50% and VOCs lower by 60%.
In practice, Lovox resins can be used in virtually any no-bake molding operation. The two-part system reacts with a third part, a liquid catalyst. It can be used in new or reclaimed sand. Binder levels may range from 0.8% to 1.5% based on sand weight, and are commonly run at 0.9% to 1.0%. The ratio of Part 1 to Part 2 resins is typically 35:65. Catalyst levels may run from 3% to 12%, based on total binder. Depending on catalyst type and level and sand temperature, strip times may be run as quickly as 30 seconds to as long as 20 minutes.
The low VOC, HAP, and odor properties are significant Lovox benefits, but the most attractive features of this binder system are in its casting performance, particularly in nonferrous applications. This novel approach to urethane resin chemistry provides suitable hot strength properties for producing brass and bronze castings, while offering thermal decomposition characteristics that yield unmatched shakeout properties in aluminum. Reductions in shakeout time of 80% have been demonstrated in some of the most difficult aluminum castings. In addition, the high-temperature, thermal stability properties of Lovox result in reductions or elimination of veining defects in copper-based and ferrous alloys without using powdered sand additives.
Casting Finish and Shakeout
Lovox binders exhibit a variety of benefits in a broad range of casting applications. Excellent casting performance has been seen in a number of ferrous and nonferrous alloys. In aluminum, brass, and bronze castings, the combination of thermal stability, casting finish, and shakeout properties make it an ideal binder system. (See "Casting A".)
Casting A is an aluminum casting produced with a phenolic urethane mold at 1.0% binder. Molds are normally coated with a zircon wash. Cleaning time to remove mold sand in the fluid passageways is 30 minutes per casting.
Casting Babove is the same as seen in the previous photo. The mold was produced with Lovox at 1.0% binder. The mold was left uncoated. Cleaning time was virtually eliminated. (See "Casting B".)
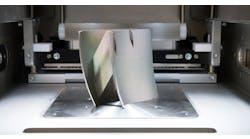
In an illustration of the shakeout properties of Lovox in a severe casting application, the next photo (see "Mold/core assembly showing casting section thickness") shows a section of a no-bake mold and core assembly for producing an aluminum “bell” housing casting. The core diameter in the photo is 4 in.; the casting section thickness is about 3/16 in. The core was produced with phenolic urethane resin at 1.0% total binder; the mold was produced with Lovox at 1.0% total binder.
The next photo shows the casting after shakeout from the mold (see "Aluminum “bell” housing casting after mold shakeout, showing print section of PUNB core"). As seen, the phenolic urethane core is largely intact with very little thermal breakdown. At this point, the core shakeout process involved a jackhammer knockout and took about 20 -25 minutes per casting.
In the following photo (see "Aluminum “bell” housing casting produced with Lovox core"), the same casting is shown immediately after mold shakeout. The core was produced with Lovox and was shaken out during the mold vibratory process in about 2.5 minutes. No other mechanical force was required. It was noted also that casting finish was improved.
Thermal Stability
Lovox resins have superior thermal stability properties that result in exceptional veining resistance. Brass and bronze castings can be just as prone to expansion defects as the higher temperature ferrous alloys. In these instances, the thermal stability of Lovox has proven to be an effective remedy. The example shown here is a bronze casting that was particularly susceptible to veining defects in a drag-side radius.
This next view (see "Drag portion of bronze plug mold. Radius around center hub area was prone to heavy veining") shows a mold for a bronze casting from a Lovox production trial. The mold is typically produced in phenolic urethane at 1.0% resin plus 5% of anti-veining additive. The mold in the photo was produced with 1.0% Lovox without any sand additives.
After shakeout (see "Photo shows end plug castings after shakeout"), the castings exhibited as-cast surface finish that was determined to be “excellent,” and the veining problem normally seen on internal radius was eliminated.
In a closer view of the bronze end plug casting (see "A close-up view of end plug casting"), the absence of veining in the internal radius, as well as the excellent as-cast finish, are more apparent.
In iron and steel castings, the superior thermal stability of Lovox resins may yield casting finishes that are free of expansion defects and require little cleaning time. Eliminating anti-veining additives is routine. In some applications, elimination of core coatings has been successful, too.
In the first photo, Casting C (see "Casting C"), we can see a cored passageway in a gray iron manifold casting. The cored opening is 5/8 in. diameter and surrounded by 0.75 to 2 in. of iron. In general terms, this is a severe application for core expansion properties.
Casting C was produced with a phenolic urethane bonded core. The binder level was 1.0% and the sand mix included a 5% addition of a commerical anti-veining additive. The core was uncoated. As seen in the photo, despite the addition of the anti-veining compound, a significant amount of veining occurred.
Casting D (see "Casting D") is a photo of the same manifold casting, now produced with a Lovox bonded core. The binder level was 1.0%. No anti-veining additive was included in sand mix, and the core was uncoated.
VOCs and HAPs
As previously described, Lovox is a low-VOC binder system. The elimination of phenol, formaldehyde, and hydrocarbon solvents provide a binder system with virtually no odor at the mixing station. In addition, VOCs and hazardous air pollutants at pour-off have been measured at less than half of those emitted from phenolic urethanes. The following charts illustrate the comparative emission profiles of Lovox with phenolic urethane bonded sand. In these tests, samples of each sand type were heated to 1,800°F and the emissions were captured and analyzed for various species of gases. Results are expressed as Maximum Potential to Emit, or MPTE. This metric indicates that amount of a particular emission product that would be generated when a given quantity of binder was burned off the sand completely.
Chart 1 (see "Chart 1") illustrates measured quantities of total and major emission compounds detected in phenolic urethane- and Lovox-bonded sand. As seen, reduction in total potential emissions is over 70%. The elimination of phenol in the resin has an obvious effect, and benzene emissions are less than half.
In Chart 2, (see "Chart 2") we illustrate the comparative quantities of additional species of VOC/HAPs of interest in metalcasting operations. These compounds were charted separately due to the significant difference in scale from Chart 1. (DEB is diethylbenzene; TMB is trimethylbenzene.)
For additional information about Lovox binders or for questions about your particular application, contact American Colloid Co. at 847-851-1723.