







Core-gas defects are an issue for foundries working with sand cores and molds. This defect occurs when the resin used to bond the sand particles degrades into gas due to the high temperatures from the casting process. Leonard Winardi’s theory of gas-bubble formation states that if the gas pressure in the mold or core exceeds the metal head pressure, gas will bubble from the core into the metal. The evolution of the gases increases with temperature and amount of resin used. Increased gas-bubble formation will increase the risk gases will become trapped within the melt.1
The main variables that impact the probability of core gas being generated include binder reaction to the extreme temperature change, the amount of gas it produces, the sand grain size, and the density of the sand.2 According to a study performed by Worman and Nieman,3 there are two separate types of core-gas defects that can be present on a casting. The first is a core gas blow, where an undispersed body of gas is surrounded by metal under sustained head pressure. The second is core gas porosity, where core gas boiling currents can be found within the following conditions: the mold-metal surface, within the metal, and at the core-metal surface interface.3 It is essential to understand the type of gas defect present in order to effectively eliminate the issue.
Additional local conditions need to occur in order for these gases to penetrate the metal. The gas must enter at a time where the fraction liquid of the melt is high enough to allow diffusion.4 Gases will flow upward and could escape the melt unless the surrounding metal has a solid phase developed enough to restrict the gases’ ability to travel. Also, if the mold is not properly vented, the gas could become trapped at the mold and casting interface.
Low-pressure diecasting is a commonly used process for casting aluminum. It is not as commonly used to cast brass alloys. However, when it comes to faucet production this process is desirable due to the smooth and controlled filling process. The copper present in brass has high corrosion resistance making it a desirable candidate for faucet applications. The Centers for Disease Control and Prevention (CDC) specifies that the lead content in drinking water cannot exceed 15 ppb. Lead is a toxic metal that can cause poisoning, which can often be fatal due to its buildup in the human body.5 To comply with CDC rulings, low-lead brass alloys have been developed for water applications. One alloy used to create these faucets is a copper-zinc alloy known as 1295 yellow brass or CuZn40. This metal has high casting temperatures compared to its aluminum counterpart, increasing the risk for core-gas defects to develop. In addition, this brass alloy has a short solidification interval, around 5°C (9°F.) This can have an effect on the morphology of the core gas defect.
Given that these parts are shaped via the presence of a sand core and the nature of its application, a scraped part cannot be re-melted. This is because there is no way to effectively clean the sand from the casting, and combining this contaminated “scrap” with clean ingots could ruin the quality of the metal. Consequently, costs due to quality issues are magnified in comparison to other metals and applications. A properly developed process can minimize the risk of such defects to arise, while minimizing expensive tooling modifications. To address these issues a methodology for predicting core gas utilizing simulation technology was created.
Methodology for predicting core gas
The original mold consisted of two main cavities and one core assembly per cavity. The casting incorporates the entire core to form the hollow internal features of the part. A graphite coating is applied to the mold from a full dip of the contact surface, after which the core is placed and the molds close. The metal is injected at a constant flow rate directly from the bottom of the casting, allowing a unique melt front flow pattern that is tranquil in nature. The part is then solidified under a holding pressure for about 30 seconds. The pressure is released and the mold is opened to allow the ejection of the final part.
During the machining stage late in the finishing process the foundry observed a void in the upper region of the casting underneath a venting area.
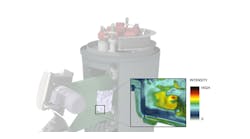
Figure 1 displays the defect present on the brass casting leading to high scrap rates during the machining process. Originally the defect shown was thought to be surface shrink, however given the orientation in which the casting is manufactured the shrink would be piping against gravity. This brought forward the assumption that gases present during filling were creating this shape.
The internal core is a silica core that is created using a hot box method. This method includes a two part binder system that is cured with heat. The binder content for the core was at its lowest allowed weight percentage, 1.2% based on core weight, to maintain core integrity.
The core is horizontally parted, containing a single parting line. After the cores are created, they are placed on a tray within a bread cart at room temperature for a minimum of 24 hours before casting.
Figure 2 displays the core geometry used for production. The core is completely cured and sound. To insure this, cores were cut and evaluated, where no issues were present. For this application no washing is used on the core due to the wash not holding in production during previous trials.
Figure 3 shows the venting to allow core gases to escape the system during filling and solidification. This venting is placed at the edge of the core print and is the only venting present in the upper cavity for core gas to escape.
In the simulation the exact CAD model of the casting, casting system, core, and mold were incorporated. The appropriate material dataset was assigned to each component of the CAD models as well as their initial temperatures (Table 1.) For core gas analysis, additional inputs in Table 2 were considered.
The sand permeability and sand grain density were set to their respective values based on the foundries sand properties and will determine how the gas is able to flow through the sand. The binder gas viscosity and molecular weight further enhance the software’s ability to calculate specific flow properties of the gas throughout the production process.
In order to confirm the assumption of core gas, we need to answer a few questions: 1) Is core gas being generated in the process? 2) Is the core gas generated entering the melt? 3) Where in the melt is the core gas entering? And 4) Is there a way for this gas to escape?
Analyzing results of simulation
To start our analysis, we first must understand the behavior of the binder itself. In particular we want to see how the binder breaks down throughout the cycle. When binder breaks down, it could potentially lead to the generation of core gas. The binder content result in Figures 4 and 5 show the behavior of the binder degradation. At the start of the solidification process there is very little degradation that has occurred as seen in Figure 4.
At the end of the solidification cycle a transparent outer ring in the binder content result can be observed in Figure 5. This transparent ring shows locations where binder has degraded and is no longer present in the core. Since the core is surrounded by metal it will maintain its shape, however any transparent locations will contain completely loose sand. This confirms that binder is breaking down during the process and a potential risk of core gas being generated is present.
Figure 6 is a 2D plot showing the total core gas produced during the solidification cycle. This graph shows early in the cycle there was little core gas produced. As the cycle continues, a larger mass of core gas is generated, confirming that the degraded binder identified in Figure 5 is changing into a gas.
Question 1 has now been answered; gas is being generated during the process, particularly during the solidification cycle. There are many variables, as stated earlier, that will determine if the core gas leaves a void on the finished casting. However, the gas must first enter the melt. In order for this to occur, the flow of core gas must travel towards the casting and the pressure of the gas must exceed the metallostatic pressure.
The 2D plot in Figure 7 shows the total core gas to travel to the casting during the solidification cycle. With this graph it can be seen that a portion of the total core gas generated is traveling into the casting during the cycle. Just knowing that core gas is entering the melt during the cycle is not enough, and the location that the core gas is entering must be determined.
Figure 8 is the core gas pressure result where we can analyze the relative pressure of the core gas during the solidification cycle. The vectors further enhance our ability to understand the flow behavior of the gas. When the casting is about 57% solid, we see a shift in the flow direction of the gas towards the casting due to increased pressures.
The change in flow direction from the pressure front is where issues begin to arise. This combination leads to the core gas pressure exceeding the metallostatic pressure and potentially entering the casting as seen in Figure 9. Since this issue arises about midway through solidification, there is a potential for the core gas to escape through the vent above. To confirm this, the solidification of the casting itself needs to be understood.
This study will be continued in the August 2022 issue of FM&T.
Taite O. Gallagher is Technical Support Engineer; W. John Hambleton is Non-Ferrous Application Manager; and Matheus M. de Oliveira is V.P. Operations - and all are with MAGMA Foundry Technologies Inc.