







Core-related defects are a significant cost factor of casting production. The layout of coreboxes traditionally follows an experienced-based trial-and-error process until a satisfactory core quality is achieved. The ramp-up of new production tools usually requires several time- and cost-intensive optimization loops, including the final approval under production conditions. Each trial run leads to more or less extensive tool changes, without the assurance for the foundry engineer that the chosen modifications actually lead to the desired success. Only the end-result is seen, so decisions are not based on a clear cause-effect principle, which would confirm the changes that cause different effects.
The simulation of core production processes is a relatively new methodology, introduced more than 20 years after the introduction of casting process simulation, to fundamentally change the corebox and process layout by providing insight into core shooting and curing processes. The complex interactions during fluidization, transport, and subsequent compaction of the sand/binder mixture in a corebox, as well as the gassing, curing, and drying process of cores, cannot be comprehended by traditional “linear“ thought processes.
The simulation of coremaking processes enables the engineer to find and quantify the essential parameters with the greatest impact on core quality prior to cutting the steel for a new corebox. From the beginning of the design process, core production and its processes can be displayed virtually. The entire process and its relevant physical parameters become transparent. This allows engineers to apply goal-oriented procedures based on physical laws and clear facts. The technical and economical feasibility of cores becomes, thereby, quantifiable. Additionally, process understanding and the realization of quality improving actions are made easier.
Modeling the core shooting process is an extremely complicated procedure, as the flow of sand particles and air changes continuously. The flow process of sand-air mixtures is completely different than the one of melt flow because the local properties of the “fluid” constantly change. The characteristic dynamics of the core shooting process, where sand and air are typically flowing with drastically different velocities in different directions, are considered in the simulation program MAGMA C+M. It uses a model for the description of the dynamics of the air-sand mixtures, which is based on treating air and sand, as well as sand-binder mixtures, as two separate phases. Besides the dominant momentum transfer between air and sand, it is also considered how the sand grains interact with each other.
Process modeling also requires the consideration of equipment-related parameters, i.e. the way that the pressure build-up is accomplished inside the shot cylinder. The nozzles literally connect the core shooting equipment with the coremaking tool. In the reality of coremaking numerous nozzle geometries are employed. Their properties are modeled using pressure-loss laws. To vent the core boxes, vents of different designs and sizes are used. The small vent openings trap the sand inside the corebox and allow the air to escape. Experimentally calibrated flow laws ensure the realistic simulation of the pressure-loss at the vents.
During setup of a core shooting simulation, it needs to be decided if all coremaking equipment i.e. hopper and corebox must be modeled, or if it is sufficient to apply a boundary condition to the nozzles only. Considering the entire machine naturally leads to longer simulation times, but sometimes only this way all parameters impacting the core shooting process can be considered. This is especially true for multi-cavity tools, where all cores need to be filled equally and in a similar manner. The consideration of the hopper becomes important especially when a lesser-quality fill may lead to “through shots” at some nozzles, impacting the entire filling process.
Turbochargers have high inner-surface quality requirements due to the required gas flow efficiency in their application. Sand core-derived surface defects, therefore, immediately lead to the rejection of the casting. This leads to specific quality challenges in the coremaking process. Often the layout of coreboxes is restricted by customers’ requirements regarding the location of nozzles and vents.
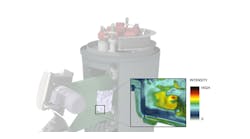
The initial coremaking simulation, which was based on this configuration, matched the defect distribution very well, Figure 1.
After this positive experience with the results of MAGMA C+M the foundry accepted and applied core simulation as a predictive tool for concurrent optimization of the corebox. The proposals for optimizing the core-shooting process were evaluated by the foundry’s experts using core simulation. The final configuration combining an improved venting was evaluated using MAGMA C+M.
The progress of the core-shooting simulation shows the filling process very clearly, using sand-density distribution results, Figure 2. The optimized version leads to reproducible defect-free cores in the real world.
It is the job of the coremaker to ensure the shortest possible cycle time for sufficient curing of a core. Often, curing problems are found only after apparently good cores have been ‘shot’ and the nozzle configuration has been established for the shooting process, Figure 3. The simulation of the amine gassing process for the insufficiently cured core shows that the amine is not reaching the critical areas of the core during the production cycle, Figure 4.
Usual actions to eliminate curing related defects are to increase the amine amount, the gas pressure, the gas temperature or, additionally, the gassing time. The variation of these process parameters is, unfortunately, only applicable in a small range and limited by the requirement of an economical core production. As the coremaker cannot recognize the causes for the defect (they may be caused by the corebox layout), the mentioned measures usually are just addressing the symptoms of the defects — not eliminating the root-causes.
Very often, the true cause for curing-related defects is based on a “flow problem” due to an unfavorable nozzle and vent configuration. Even small changes in the position of vents can have a huge impact on a successful core production, Figure 5. In complex core geometries and nozzle configurations it is almost impossible to “guess” the flow behavior of the curing gas. Simulation now delivers a detailed and objective flow analysis. The pressure distribution in the core, local flow velocities and the display of temporarily changing amine flows are important results to evaluate the gassing efficiency.
Simulation, therefore, enables the coremaker to optimize the nozzle and vent configuration for core shooting, as well as the curing process already in the design phase of a corebox. The trial-and-error process of varying corebox layouts and process parameters on the shop floor can be significantly reduced or even eliminated.
Christof Heisser is the president of MAGMA Foundry Technologies Inc. Schaumburg, IL, and Jörg C. Sturm and Ingo Wagner are affiliated with MAGMA Gießereitechnologie GmbH. Visit www.magmasoft.com.