







Designing efficient gating/feeding systems for investment castings has been difficult, involving established design rules with cumbersome calculations that, for commercial castings, must be simplified to reality. Approximations reduce design accuracy. Even when rigging calculations are used, if the work is not integrated with a simulation tool, extra calculation is needed and the data used is less accurate than simulation results themselves, which consider casting alloy, mold materials, and process dynamics.
Simulation makes it possible to synthesize elements of good rigging design into a general method that is fast, thorough, and highly accurate. And, because of the automation involved, this tool allows new foundry engineers to effectively design casting process methods.
The design process consists of 1) simulating of the ‘naked’ casting; 2) gate sizing and feeding design; 3) rigging geometry creation; 4) verification via CFD/solidification simulation.
‘Naked’ Simulation — The first step to the rigging process is running a simulation of the part without any rigging system. Simulation shows the effects of part geometry on the overall solidification. Filling analysis typically is not done, so results are available quickly, and this can reveal preferred gate locations that promote directional solidification.
All that is required for the initial simulation is a casting model, normally provided by the customer in the STL file format, and basic process details such as casting alloy, shell material/thickness, pouring temperature and shell pre-heat temperature. Our example of a commercial part is an impeller casting. Figure 1.
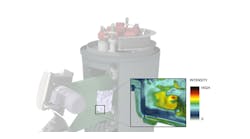
Once the unrigged simulation is complete, solidification data is converted to thermal modulus information, and the feeding zones are predicted. In this case, two separate feeding zones are predicted, one on the top and one on the bottom of the casting. By plotting the higher modulus areas, we can find the preferred gate-attachment points. The feeding zones and last points to freeze on each zone are shown in Figures 2 and 3.
Gate and Feeder Bar Design — Gate and Feeder Bar sizes for each feeding zone are calculated by the software using the thermal modulus. This takes into account not only casting alloy and shell material, but also the solidification dynamics of the specific situation, including the use of insulating materials such as Kaowool or Fiberfrax wrapping.
Guidelines for gate and feeder bar sizing are given in Figure 4.
Once we know the maximum modulus the feeding zone, we can calculate the appropriate size for a tapered gate, as well as feeder bar dimensions that will adequately feed that part of the casting. This calculation is done in the Riser Design Wizard, which was developed to calculate cylindrical risers for sand casting. However, it provides good information for investment castings, too. An example of the wizard screen is shown in Figure 5.
Modeling the Rigging System — Gate and feeder bar calculations take only a few minutes to perform. Rigging components can be created in CAD or in the simulation software itself. Items that will be used for more than one casting, such as a standard size of pouring cup, can be created in a component format, and re-used as needed, saving considerable time in the model-creation phase. If a library of gating components is developed and used, the entire rigging design process, from loading the unrigged model to having a fully rigged geometry ready for verification simulation, can be as short as 30 minutes.
Design Verification Using CFD and Solidification Analysis — With the rigging system in place, a full Computational Fluid Dynamics (CFD) analysis is performed to predict and visualize mold filling. This also provides the most accurate temperature distribution in the casting and mold, which provides the best solidification analysis. In addition to temperature analysis, CFD can provide velocity information. It is important to keep metal stream velocities low during filling, to minimize chances for splashing and re-oxidation defects.
Filling analysis is automatically followed by solidification analysis, using a combined thermal and volumetric calculation. This technique not only predicts poor directional solidification but provides the most accurate analysis of macro-shrinkage due to lack of volumetric feeding from the rigging system.
In many cases, the design portion of the analysis can be done in an hour or less. Verification simulations, using full CFD analysis, typically can be done in about two hours to overnight, depending on computer processor speed and available memory, casting complexity and materials cast. In general, thinner-walled castings require more computation time, and materials with higher thermal conductivities, such as aluminum and copper, also take longer to simulate.
One thing that feeding zone analysis does not tell us is the effect of metal flow. In this example, the foundry decided to invert the casting and gate on the top of the solid boss, hoping that the filling process would create temperature gradients for directional solidification. The initial design is shown in Figure 6.
Unfortunately, filling did not have the desired effect, and there were isolated areas in each vane. Then. the foundry flipped the casting over and provided multiple gates into the top flange. The revised model and results are shown in Figure 7.
This example shows clearly why it is important to verify the rigging design with a full simulation, including fluid-flow analysis. It is impossible for ‘rules of thumb’ to account for all the variables and dynamics of a process as complicated as the filling and solidification of castings. However, those rules can help us get to a good rigging design much quicker than simple trial and error.
Simulation now is an integrated part of the design process, no only to check a rigging system but actually the driver for system design. Even complex geometries can be successfully rigged in a short period of time using such tools.
Using simulation results in the rigging process produces a more accurate result than manual techniques and does it much faster. This integrated approach reduces costs and lead times.
David Schmidt is the vice president of Finite Solutions Inc. Contact him at [email protected], or learn more at https://finite.solutions