Latest from Simulation/IT

High-Volume, Flexible Mixing for Molding Sand


No-Code Robot Interfacing


Next-Gen Robotics Control

FM&T's 2024 Guide to Exhibitors
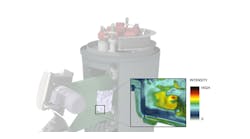
Shot Blasting Simulations Lower Costs

Digitalizing Shot Blasting

Digitalizing Shot Blasting

How to Initiate, Implement, and Monitor a Process Control Initiative
Metalcasting operations are comprised of many processes and literally thousands of variables, and so the idea of gaining control over these processes and variables may seem impossible. But, with customers, competitors, and suppliers all providing different sorts of encouragement, foundries pursue process control in many ways — more than you may think.
Let’s start by organizing them, and then by naming them. The first thing to understand is that variables come in two basic types: input variable and output variables. Input variables are those inputs to the process that vary, such as metal pouring temperature, which is an input variable to the pouring process. Then there are output variables, outputs of a process that vary. Output variables in the process of wax injection are the dimension of the pattern, or the surface finish the pattern.
We can now easily categorize all foundry variables into input variables and output variables, and we can link them to a process step (or steps) of the foundry.
While sorting the entire list of variables into inputs and outputs might make them easier to understand, it certainly doesn’t lessen the load of the large quantity of variables in the casting processes. However, the next step in organization will do that. We only need to control some of these variables. These may be referred to as “key” variables, and they come in two different types, Key Input Variables (KIVs) and Key Output Variables (KOVs).
What are key process output variables?
Key process output variables can be defined by examining two different perspectives: first from the customer’s perspective, and then from the foundry supplier’s perspective.
The foundry customer perspective — Key process output variables (often referred to as Key Characteristics) are traits or features of a part, piece of material, assembly, subsystem or system in which variation has significant influence on its outcome. Outcomes may include a particular part’s fit, performance, reliability, manufacturability, assembly, etc. In short, they are characteristics that have a significant impact on efficiency and/or customer satisfaction. Consequently, the risk for variation in key process output variables leads to lower levels of quality and reliability, and ultimately, higher costs.
The foundry supplier perspective— Suppliers to the casting industry are the beginning of the metalcasting process. Like any other product company, they differentiate themselves from their competitors through product features and performance. These product features and performance claims become the KOV of our supplier process and a key input variable (KIV) to the casting processes. The casting industry in general relies heavily on many suppliers to help define the KOVs of the supplier process and help to determine appropriate tests to monitor these KIV to our processes.
Identifying Key Variables — The basic process to identifying the key variables (KIV and KOV) consists of performing the following:
- Map the process from suppliers to shipment of casting;
- Begin with the customer KOV;
- Work backward from the customer KOV;
- Verify the relationship between the customer KOV and a KIV in your process through experimentation, observation, or data collection;
- Establish control levels and methods for the verified KIV;
- Using the verified KIV as a KOV of other upstream process steps repeat the previous steps to control other KIV upstream in the process.
Documenting, collecting key variables
Not all enterprise planning resource systems (ERP) are designed to include the abilities to define, collect and monitor Key Input and Output variables throughout the production process. The Guardian Foundry Systems “Quality Management Module” takes these requirements into account in its design, and is used as a resource for this article.
Within the routing sequences of a manufactured part, the “key output variables” are defined to the system as quality attributes. Each attribute can be defined as either qualitative (pass/fail), or quantitative with upper and lower control limits (min/max). When an attribute is quantitative, inside of the upper and lower control limits, the user has the ability to define alert limits. These alert limits provide the ability to notify pre-defined personnel when the specific Output Variable is nearing out of control. Detailed instructions on how to perform the quality checks along with drawings, pictures and/or videos should also be attached to the routing sequence. Variability in performing quality checks among operators can be controlled by providing clear instructions and proper training for all individuals performing these tasks.
Input Variables also should be defined at the routing sequence level. Key process input variables are process inputs that have a significant impact on the variation found in a key process output variable. That is, if the key process input variables were controlled (e.g. held constant), the process would produce predictable and consistent outputs.
At time of production, touchscreen data collection stations on the shop floor, display the Input Variables and related documents designed to control the production process. These stations also have the ability to capture the results of all quality checks (Output Variables.) From this real-time data reporting, run charts can be reviewed to monitor trending in Output Variables. If the reported Output Variable is quantitative and outside of the alert limits, a message is sent to defined personnel. If it is outside the upper and lower control limits, proper attention may then be given to corrective actions.
By performing the quality check at the operation level, an instant return on the investment is available. This not only reduces labor: it recognizes problematic situations in real time. The problem can be identified and resolved more efficiently and effectively, providing the assurance that the job will be done correctly and meet the requirements established by the customer.
Controlling the variation
Process control initiatives attempt to control some of the variables. As many metalcasters have deployed Lean Manufacturing principles, it has become apparent to most that “variation is the enemy.” Variation may consist of deviation in process yields, rework cycles, supplies meeting schedule, production at each department, worker performance, etc.
The pursuit to decrease variation will lead to:
On-time delivery improves;
- Less inventory, meaning shorter cycle times and more responsive lead times;
- Less investment in inventory, yielding a higher ROI;
- Better training documents and systems producing a workforce with greater skills and capabilities;
- Less scrap and rework, resulting in lower operating cost;
- An easier business to manage … an easier foundry to run.
It is important to remember that implementing change can be a long and tedious process. The key component to a successful transition is to make sure all employees understand the need for change, and collectively “buy in” to what’s best for the company. Recognizing the importance of each person’s role and understanding the need for accuracy will allow the operation to measure progress and distinguish the foundry from its competitors.
For more on Simulation/IT, click here.
Jeff Kroneberg is the exec. vice president of Guardian Software System. Contact him at 262-567-0341, or visit www.guardiansoftware.com. Nipendra (Nip) P. Singh is the CEO and consulting partner of S&A Consulting Group L.L.P. Contact him at 216-593-0050.