





Prototyping has always been a trial-and-error undertaking, and designers and manufacturers have always accepted the costs of the trials and risks of those errors. But advanced engineering and IT capabilities have expanded every dimension of the prototyping process. As a result of new technology, there is a considerable compression in the time and steps acceptable for prototyping – and this is changing manufacturing.
The acceleration is also a relevant due to the nature of the prototyping projects, and the problems they would resolve. In the defense industry, there is an urgent need to advance aerospace technologies and capabilities. Work to develop propulsion systems that can generate supersonic (above Mach 1, the speed of sound) and even hypersonic (above Mach 5) flight vehicles and missiles are a priority for the U.S. and its allied defense sector, and its designers and manufacturers.
Developing hypersonic weapon systems – along with a domestic supply chain for them – are among the top priorities for the U.S. Dept. of Defense.
Additive manufacturing (3D printing) technologies are central to the change in prototyping, because of the ability to deliver complex, single-piece designs in less time than conventional trial and design approach. Materials development is advancing concurrently, and that opens new design and testing possibilities. It also accounts for the frequent news of certified, high-performance metal alloys becoming available for specific additive manufacturing (AM) systems.
No matter what material is printed, the proof of a prototype’s value is its ability to operate effectively – for example, under the extreme environmental conditions produced in hypersonic flight. While “build and break” prototyping continues to have a role in design and manufacturing, the U.S. Dept. of Defense hypersonics development effort has a ground-up approach with AM, starting with a materials science and manufacturing.
An eye to the sky
The outstanding example of this is happening at LIFT, a Dept. of Defense R&D consortium with industrial and academic partners. The American Lightweight Materials Manufacturing Innovation Institute operates LIFT from a 100,000-square-foot research center in Detroit. Among the more than 50 active projects currently under contract at LIFT are some that are participating in the Hypersonics Challenge funded by the DoD’s Manufacturing Technology Program, to identify materials and/or manufacturing processes that can provide the most efficient, productive pathways to vehicles and/or missiles capable of hypersonic flight.
Dr. John Keogh, LIFT’s engineering director, is responsible for the “high-bay” materials development area there and, along with Dr. Amberlee Haselhuhn, director for Materials & ICME, he leads the engineering division at LIFT. Keogh and Haselhuhn have technical oversight of several R&D teams, and one of these that recently concluded was a Hypersonics Challenge effort for which Lockheed Martin was the industry prime: the first phase of a study of a 3D-printed ramjet engine.
“When you’re traveling at Mach 5 or above, you have very high heating at the leading edges,” Keogh explained. “Sharp radii are particularly bad and lead to incredible heating, which is why reentry vehicles from space have reasonably wide radii. But hypersonic vehicles need some semblance of a leading edge for aerodynamic purposes—and there are incredible forces that are compounding and dynamic at hypersonic speeds. It’s a confluence of aerodynamics, mechanics, thermal management, and chemistry that leads to all kinds of interesting and overlapping challenges that are fun to address. And you have to work with extremely high-temperature materials that survive these environments.”
Capturing data while printing
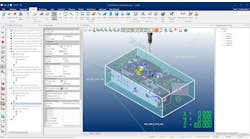
For the ramjet project, the team’s intention was to identify what data streams they could collect during the laser powder-bed fusion (LPBF) build of a ramjet engine printed with Inconel 718 alloy—and then to pursue a well-established Design of Experiments to interrogate those data streams. Lockheed established the quality assurance verification approach used in the project.
“AM is a relatively new manufacturing process and there’s a need to validate and certify parts for service and mission-critical applications,” said Keogh. “We need a data-driven approach to test and certify components right out of a printer, as opposed to a statistically driven one where you have to build multiple parts first and only then gather statistical performance data (make-and-break.)
“Our goal was to identify the signatures of physical quality found in process data and rapid post-process inspection for accurately certifying a component for the rigors of hypersonic flight,” he added.
The LPBF system used to print the ramjet was a Velo3D Sapphire 1 MZ, which prints objects up to one meter high (the final ramjet version is 751 mm tall.) Every Sapphire system contains hundreds of sensors that monitor, report, and save metrics throughout each build. “Velo3D’s machine collects an immense amount of data,” Keogh noted. “It also provides a very generous build envelope oriented towards volume manufacturing.”
Two ramjets were printed, along with a variety of material test coupons, referred to as “dog bones” (larger at both ends, for tensile pull-testing) and “detergent pacs” (for density and surface finish evaluation.)
Student gets an ‘A’
The ramjet design has an interesting backstory. Rather than being the product of an aerospace group’s development, it grew from the imagination of a Purdue University undergraduate aerospace engineering student, resulting from a classroom assignment to improve the performance of an existing engine design
Jay Blake’s homework project was inspired by the J-58 turbojet used on the SR-71 Blackbird (which, since 1976 has held the record as the fastest — Mach 3.2 — supersonic air-breathing manned aircraft.)
“My thought was that, using 3D printing, you could incorporate the volume of the inlet spike of a ramjet into the turbojet, to act as a heat exchanger to warm the fuel so it combusts more efficiently,” Blake explained. “The early ramjets had hundreds of different parts — injectors, struts, internal details — that required welding and brazing and took months to produce. My design idea was to consolidate all those parts into one so it could be printed in a matter of days.”
Blake got an ‘A’ for his design — but then put it aside in sketch form while completing his studies. Several years after finishing his degree he was working for Velo3D on aerospace applications for additive manufacturing. “I suddenly realized my ramjet idea could actually become a real thing,” he said. “That’s when I finally finished my original model, using the more advanced digital software tools that were now available to me.”
Velo3D printed a scaled-down version of Blake’s ramjet. No support material was needed, due to Velo3D’s Intelligent Fusion functionality and the Sapphire’s patented recoater technology: After each layer of powder is deposited, the blade that normalizes it is closely followed by a vacuum that picks up excess powder and leaves behind a perfect structure. This creates free space between the blade and the part, eliminating the risk of a collision as the part grows (as well as the need for the supports customarily used to achieve the same goal.)
This advanced AM technology also produces a better surface finish at shallow angles; In the ramjet design, these angles were as low as 30 degrees. “It’s a very tricky geometry,” according to Blake. “There are extremely thin walls at that aggressive angle, and those surfaces are perforated with 500-micron holes. There are also steep overhangs and a lot of added dimensions of complexity. Yet the first time we sent it to the printer it came out perfectly, without issue.”
Big Aerospace takes notice
Aerospace manufacturer and Velo3D customer Lockheed Martin was shown a printed, scaled-down ramjet and wanted to learn more about AM’s potential to create single-piece engine geometries. While the original design was intended to be incorporated into a supersonic, not hypersonic, jet engine, a few additional tweaks could easily morph it into a supersonic combustion ramjet – a scramjet.
A scramjet may be thought of as a ramjet engine with adjustments in the design of the inlet and outlet nozzle that keep airflow speeds higher through the engine, with combustion occurring supersonically in the burner. Scramjet-powered vehicles theoretically reach hypersonic velocities well above Mach 5.
In a ramjet, which has very few moving parts but an extremely complex interior structure, high pressure is produced by "ramming" external air into the combustor using the forward speed of whatever aircraft is carrying it. This is in contrast to the more common turbojet, where a compressor is used to mechanically compress the air prior to combustion. In a ramjet, this compression occurs through a series of shock waves. Those shock waves and the engine geometry compress and decelerate the air until it becomes subsonic (below Mach 1) in the combustor section.
Lockheed collaborated with Velo3D and LIFT to support the team’s research into the maturity of metal AM for such applications, as well as the fidelity of the materials being used for it. “Obviously my design doesn’t have any ITAR-controlled geometry in it so it made a great demonstration piece for AM,” Blake said. “You can do all the necessary assessment on the metallurgy and structure and the 3D printing process—without having to deal with the limitations of ITAR and export control.”
Echoes of quality
The team had a variety of “dog bones,” “detergent pacs”, and other test articles printed on several different Sapphire AM systems. “The goal was to assess laser-to-laser, build-to-build, part-to-part, and machine-to-machine variability, and to identify that variability through in-situ monitoring, rapid non-destructive evaluation, and stat fusion methods,” Keogh recalled.
With completed ramjets and some accessory parts in hand, the hunt began to determine specific “echoes of quality” that would tell whether a finished part was a good one. “Echoes” is an appropriate term because the primary method of assessment the engineers chose was based on acoustics: Process-Compensated Resonance Testing (PCRT), from a company called Vibrant.
PCRT uses ultrasonic frequencies (here, 5-500 kHz) to excite the vibrational modes of a part or component for just a few seconds or minutes. The natural resonance frequencies of the part, which are unique to both its individual geometry and its material properties, are recorded, saved, and analyzed. Resonance fingerprints will depart from nominal values as a reflection of stress state, part integrity, geometry, and even surface finish; for example, a component with invisible interior cracks will have significantly different resonances than an un-cracked one.
“This is a very attractive approach to couple with and complement additive manufacturing because it’s volumetric, rapid, and it doesn’t require destructive testing,” said Keogh. “It can provide indications of porosity, surface defects, aberration in the geometry and so forth. As an example, there was a population of ‘dog bones’ that were slightly shorter than the others and that showed up very clearly in the resonance spectra.”
Vibrant said that PCRT measurements can potentially be correlated to energy density and scanning-speed settings, raw material properties and sourcing, build position, cooling rates, post-processing methods like hot-isostatic-pressing and residual stress—essentially any process parameter affecting material state and mechanical properties. This can be particularly valuable for AM process-control monitoring over time when builds of identical parts are done in large batches over many months. As each part’s resonance values are captured at different frequencies, then plotted out and compared against the others, top-quality parts’ metrics will coalesce around the same values; outliers will literally stand out from the crowd in the graph and be easily identified. This helps to set confidence-limit boundaries, provides feedback that promotes manufacturing consistency, and ensures final product quality from batch to batch.
The data are in
As a follow-on to PCRT, the LIFT team is interested in developing predictive models to identify the principal contributors to why a resonance frequency and amplitude might change and shift, and what that indicates about the quality of a 3D-printed part. “The idea is that you couple all the post-build data, which is now an objective representation of quality, and you relate that back to the data streams that you collected,” Keogh said. “You apply machine learning and other data-fusion approaches to really start teasing out what are the right ways to interrogate those data streams and begin to pick out indications of quality.”
The group also tried several other approaches to component inspection, including CT scanning. They even knowingly created “good” and “bad” processes” to see if their methodologies could distinguish the two. In one instance, some ducting elbow parts were inadvertently mixed up after printing—and the data alone was able to distinguish the parts for the researchers.
“When it all backed out, it was a very successful program,” said Keogh. “I was thoroughly impressed by the whole body of work. The team of Velo3D, Lockheed Martin, and Vibrant formed a powerful group of partners who are probably some of the closest—if not the closest—to solving this problem of qualification and validation or certification of AM components for mission-critical and safety-critical applications.
“We now have populations of data that are quite impressive and highly discerning between, say, different lasers or different build features, and certain indications of quality. I was honored to be the LIFT tech lead on this program because it was very heartening to see it succeed.”
Next hypersonic flight plans
Team stakeholders are hoping to move soon to a next-phase of the research that would consider the fatigue behavior of AM components and move toward “born-certified” parts. “We want to see hypersonic components born right out of the machine that are already certified by way of the data stream we’ve captured to back it up,” Keogh said.
“At LIFT we’re perfectly situated between industry, laboratories, and government to be an extended workbench where people can come to buy-down risk with us.”