








"Data is the new gold," according to many proponents of digitization in manufacturing. And indeed, a database that covers anything from product design and development through the entire production process can help to unlock significant gains in process efficiency and quality. Of course, this perspective applies to light metal casting in the automotive industry: Automotive foundries can realize digital advantages by, among other things, comparing CAD data and real measurement data, as well as through the statistical evaluation and interpretation of 100% inspections.
Digitization also offers benefits during product design and planning stages, shortening the time needed for development and production ramp-up. A prerequisite for this is inspection of light metal castings or molds with inline computed tomography (CT) – a process that several automotive manufacturers are using already.
In automotive foundries, for decades, it has been common practice to collect data, e.g., during production of cylinder heads and electric motor housings. However, historically this data has been used only to compare actual measured values against a defined target value. In each case, a tolerance was or is defined, which ultimately determines whether the part is considered to be "OK" or "not OK." Further analysis (and thus additional benefits) have been lacking until now. This is changing, as the first application examples show.
Scanning and evaluation
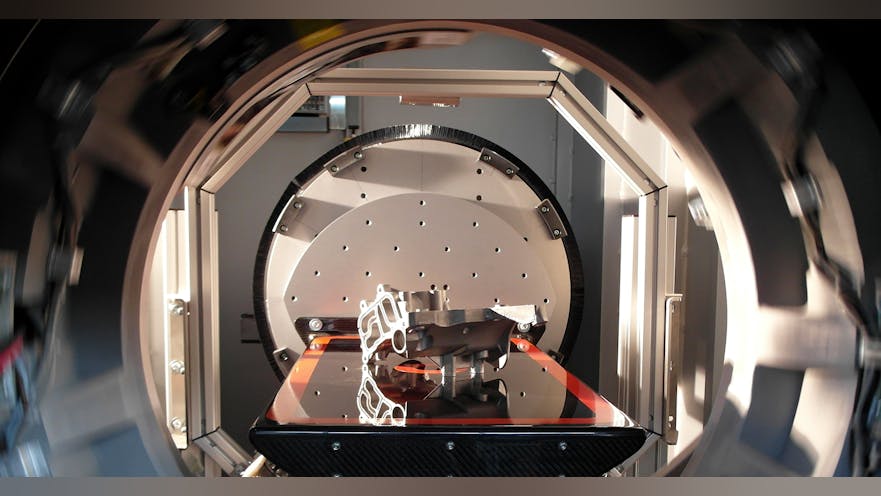
Leveraging the potential of this unused data requires a computed tomography system for rapid – and thus mass – 3D analysis of light metal castings. CT inspection is not a new step for metalcasting operations, the Phoenix Speed|scan CT64 developed by Waygate Technologies (formerly GE Inspection Technologies), opens up fundamentally different ways of using data, for three reasons.
First, the device works exactly like CT systems for medical research and diagnosis, including a rotating CT gantry. This enables fast inspection processes with exceptionally high cycle times: the scan of a cylinder head takes only around 15 to 30 seconds and is thus considerably faster than standard industrial CT processes with flat panel or even line detectors.
Second, the scanner can be loaded and unloaded automatically. The table that holds the test specimen moves out of the system for easy loading and there is no need for the part to be fixed for rotation, as required in other systems. Both of these features facilitate 100% inline inspections and thus the generation of large volumes of data.
The system also can be used in at-line inspection, in the immediate vicinity of several production lines. Reconstruction and evaluation of the data takes place while the next light metal casting is already being scanned.
Third, Waygate Technologies has developed the Speed|ADR and InspectionWorks software platforms for automated defect detection and intelligent data evaluation. These not only provide a highly differentiated, three-dimensional view into the casting, but also allow further analyses and thus can significantly increase productivity in the foundry, as well as the quality of light metal castings.
Quality assessment
By combining these features the Speed|scan CT64 is capable of completely digitizing any manufactured light metal casting (or representative sample, or prototype parts) up to a size of around 900 x 500 mm, and create a digital twin of it. Not only the dimensions are recorded, but also – and this is at least as important – the internal structures of the cast object. In this way, numerous potential casting defects, such as inclusions, shrinkage, chipping, or sand core residues, can be reliably detected even at invisible or non-accessible locations deep inside the light metal casting, and with an accuracy of down to 0.5 mm2. Thus, the quality of the component can be assessed much more reliably than with the destructive testing or surface testing methods commonly used to date, even compared to two-dimensional radiographic inspection.
In addition, the CT scan allows an assessment of the component porosity in the course of pre-machining tests – i.e. not only whether problematic porosities are present in terms of their size, but also whether they will also be a problem after further processing.
Aligning with the simulation
However, the inspection results also can be used to solve further questions or tasks – including during the development phase. The process development for large series of light metal castings is accompanied by the use of simulations (core shooting, casting, and solidification simulation.) With the help of core and casting molds, the foundry generates a number of test cores and casts, which will be scanned with the Phoenix Speed|scan CT64.
The 3D results of the CT inspection show both the potential casting defects (pores, shrinkages, inclusions, etc.) and the dimensional deviations. The results are fed to the simulation tools and thus provide "in the loop" optimization of the simulation calculation. This step significantly reduces the number of simulation and test casting loops.
Simplified maintenance, repair. The CT results also can contribute to the maintenance and repair of core molds. They show all dimensional deviations that can be traced back to dimensional deviations of the core molds (nominal/actual comparison, automatic wall thickness analyses.) For each core mold, the scans of the casts are evaluated against the cores from the respective core mold. Any detected dimensional deviations can be directly incorporated into the working plans for contour reworking.
Significant scrap reduction. The same also applies to the handling of dimensional deviations on casting tools and molds, which can be caused by wear, for example. The measured 3D-CT actual values of the casts of a particular mold are compared with the CAD nominal values. The dimensional deviations generated, indicate where and by how much a particular casting mold needs to be reconditioned. The same process is repeated for the remaining casting molds.
In addition, the emergence and development of dimensional deviations are documented as part of the tests. For the sake of predictive maintenance (i.e., before rejects are produced), it is thus possible to trace at which point a deviation will reach a value that is no longer tolerable. The user can then take countermeasures at an early stage – for example by correcting the core and casting molds. As a result of this process, the number of rejects can be drastically reduced, leading to cost savings so significant that the inline CT system pays for itself rather quickly.
Where to start?
In summary, 3D data sets of scanned light metal castings can be used to save time and effort at multiple stages in the overall manufacturing process. It is up to Phoenix Speed|scan CT64 users to decide which of the use cases presented here to begin with.
Several automobile manufacturers and suppliers already use this CT technology in their foundries – both inline for meaningful 100 % quality control with minimized scrap, or at-line in development and prototype production, as well as for statistical process control and optimization of several parallel production lines.
The first system of this new type, based on a medical CT gantry, was Waygate Technologies’ Speed|scan CT16, the predecessor of today's even faster CT64 model. Having been in use continuously for almost a decade following its installation at the Volkswagen component foundry in Hanover, Germany, the system has scanned approximately 150,000 large aluminum castings and is still going strong – leaving, no doubt that CT technology is well suited for continuous industrial use.
Another example: A well-known automotive manufacturer in Asia acquired a Speed|scan CT64 system three years ago and initially used it "offline" in the laboratory – with the aim of learning how to handle the system and to be able to use it optimally in series production. Subsequently, the system was converted for robot loading in order to gain experience with fully automated operation, before integrating further inline CT systems into series production.
Driving digitalization forward
By linking these sub-processes, a data structure for the essential process data can be achieved, step by step. These digitalization steps clearly lead to economic advantages, primarily through process acceleration.
With the approach outlined here, the realization of the smart foundry can be advanced considerably in two areas:
1. Prototype production, as a comparison of simulation and real component; and,
2. Inline or at-line inspection during series production.
Interested users can test the Phoenix Speed|scan CT64 with their individual parts at Waygate Technologies Customer Solutions Centers in various locations in the U.S. and other countries.
Dr.-Ing. Ferdinand Hansen is a consulting engineer. Michael Ulbricht is the global CT product management leader with Waygate Technologies, Wunstorf, Germany.