


Automotive Aftermarket Foundry Books SinterCast

Could Cold Plasma Change HPDC?

Smith Foundry Chooses to Shut Down



Investment Caster Rebrands
Induction furnaces have been popular with both ferrous and nonferrous foundries for a long time, and now have begun to gain recognition in steel mills. Preferred for their clean operation, these furnaces have many other advantages over fuel-fired furnaces and electric arc furnaces, including uniform metal temperatures, lower pollution and noise, natural metal stirring, and typically lower refractory costs.
Because the physics of an electromagnetic field are complicated, induction furnaces still are often misunderstood. Although accurate quantitative analysis of magneto-hydrodynamic models that define the metal flow in the induction furnaces are tedious, the qualitative explanation can be presented clearly.

Figure 1.
Metal stirring in a coreless induction furnace had been little understood until research undertaken at Inductotherm in the mid-1970s established the science behind the stirring forces. Up until that time it had been thought that inductive stirring in an induction furnace was related linearly to the meniscus height in the furnace. This linear relationship is described in Figure 1.

Figure 2.
Meniscus height varies directly with kilowatts and inversely with the square root of frequency. However, in actual melting operations it became apparent that this simplistic approach was not an accurate measure of stirring. Furnaces containing the same amount of the same metal, but running at different frequencies, did not stir the same even though the meniscus heights were identical.

Figure 3.
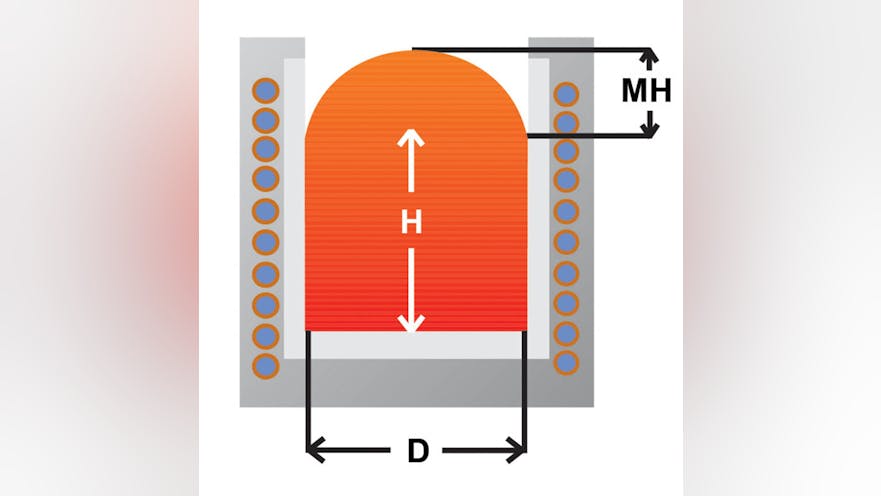
Current flows on the surface of the melt to a depth determined by the frequency of the current flowing in the induction coil and the metal type. This is called the “depth of penetration” and is shown in Figure 2.
It was found that meniscus height is caused by the interaction of the magnetic field from the induction coil and the current that is flowing in

Figure 4.
the molten metal. This force is equal to the vector product of the magnetic flux density and the current density of the melt (JxB), and is applied to the circumference of the melt.
This force acting on the circumference of the

Figure 5.
melt squeezes the fluid, causing some of the fluid to pull away from the wall and rise up (see Fig. 3). As both J and B are proportional to the current flowing through the coil, the meniscus height is proportional to the current flowing through the coil squared.
As kW = I²R, where R is the resistance of the coil and the melt, the meniscus height is proportional to the kilowatts applied to the furnace and inversely proportional to the resistance of the furnace coil and the melt.

Figure 6.
Meniscus height (MH) represents the potential energy of the melt in the same way that the height of water in a reservoir (WH) represents the potential water energy/pressure in that reservoir (see Fig. 4).
In the furnace, the flow of metal is accelerated only when current is flowing in the melt. Thus, the accelerated flow only occurs in the region defined as the depth of current penetration. This depth of penetration is equated to the size of a pipe connected to a reservoir. A large depth of current penetration would be a large pipe and a very small depth of current penetration would be a very small pipe (see Fig. 5).

Figure 7.
Obviously, for the same meniscus height (pressure of water available), the larger the depth of current penetration (the larger the diameter of pipe), the greater will be the flow (of water).
When you do the math on this process, you find that stirring is not linearly proportional to the meniscus height but is much more dependent on the frequency itself. The formula in Figure 6 predicts the level of stirring in a given system using factors that include power, frequency, furnace size and the alloy being melted.

Figure 8.
Stirring Examples
Iron foundries normally want a medium amount of bath stirring to properly mix in additives and provide a homogeneous alloy. One foundry melting ductile base iron achieved its desired level of stirring with a 9,000-kW induction melter powering a 12.5 metric ton furnace. This system operated at 210 Hz with a medium stirring index of 42.3.
A larger foundry melting gray iron operates its 16,500-kW, 20-metric ton induction melting system at 180 Hz to achieve a moderate stirring index of 47.9.
Aluminum melting demands a higher level of stirring for melting chips and light-gauge material. One aluminum alloy producer achieved its required stirring rate with a 300-kW induction-power supply running a 0.8 metric ton furnace. Operating at 60 Hz, it produced a very robust stirring index of 117.27.

Figure 9.
An aluminum alloy producer melting UBCs ran its 1,500-kW, 7-metric ton aluminum melting system at 60 Hz to achieve a heavy stirring index of 75.7.
Steel foundries typically run their alloys at high temperatures and want a low level of stirring to maximize lining life. A steel abrasive plant operated a 1,500-kW induction power supply and 2.2-metric ton furnace at 590 Hz to achieve a light stirring index of 22.6.

Figure 10.
A steel investment casting plant melting various steel alloys ran its 175-kW, 75-kg induction melting system at 2,800 Hz to achieve a light stirring index of 25.7.
Forced Metal Stirring Induction Furnace — Natural metal stirring in an induction furnace may be sufficient for the majority of metallurgical practices. However, in some cases, different patterns of stirring in addition to normal “double donut” stirring may benefit melting, refining, or alloying processes in induction furnaces. This enhanced stirring may be carried out by Frequency Modulated Stirring or Traveling Wave Multi-Phase Stirring described below.

Figure 11.
Frequency Modulated Stirring — In frequency-modulated stirring, power and frequency on an induction furnace are varied with low-frequency intervals. The variation of current and frequency changes the meniscus, moving it up and down. Meniscus movement sends pressure waves into the molten bath which, when reflected from the furnace bottom, propagates back to the furnace surface. By

Figure 12.
properly selecting modulating frequency, standing waves can be formed in the molten bath. These waves cause significant up and down movement of metal inside the furnace. Combined with the natural circular movement of metal, this type of enhanced stirring produces excellent mixing of the molten bath.
Traveling Electromagnetic Wave Stirring — Traveling magnetic waves always require implementation of multiple coils and phase shifting between currents flowing in each coil. Similar to an asynchronous induction motor, the multi-phase furnace forces metal in the

Figure 13.
sleeve along the furnace wall to move in one direction, thus creating uni-directional stirring. Changing the sequence of phases changes the direction of molten metal flow.
Uni-directional stirring is implemented by applying two-phase current shifted by 90° for each coil (see Fig. 8). Three-phase current shifted 120° apart or four-phase current also is possible.
The following are practical electrical circuits for inducing traveling wave uni-directional stirring:
1. One melting and one three-phase stirring source may be connected to one three--section coil as shown in Figure 9. This scheme uses a single medium-frequency inverter for heating/melting and a three--phase line frequency transformer for stirring.

Figure 14.
2. A three-phase inverter connected to a three-section coil is shown in Figure 10. The inverter outputs may operate with the control in one-phase for melting or in three-phase for stirring. In the Melting Mode, current in all coils have the same phase. In the Stirring Mode, current in coils B and C are shifted 120° and 240°, accordingly. This scheme is more reliable than others because it does not require large current switches to change from melt to uni-directional stir or vice versa.
3. A two-phase inverter, shown in Figure 11, with phase shift of 0 to 90° can also produce uni-directional stirring. Although the intensity of the stirring is 25% less than three-phase uni-directional stirring, it is sufficient to produce continuous uni--directional flow. The direction of the flow may be reversed when the phase of the second inverter is changed from +90° to -90°.
Simulation Technology
Modern computer technology allows modeling of the distribution of the electromagnetic fields and magneto-hydrodynamic processes in induction furnaces. The results of this modeling show the pattern of metal movement.
Figure 12 shows a typical computer simulation of metal stirring in a standard induction melting furnace. Figure 13 shows metal movement in the same furnace with a two-phase inverter inducing uni-directional stirring.
For many applications, a single-phase induction furnace with natural stirring may be sufficient. In applications such as vacuum refining, special alloying, late additions or difficult-to-melt scrap, enhanced stirring techniques may be required. Two-or three-phase inverters are favored for uni--directional stirring because they do not require high maintenance furnace switches. Three-phase inverters may be used in cases where more vigorous stirring is required.
Figure 14 shows the metal surface of a zinc melting furnace operating in two-phase reverse stirring mode. It clearly shows strands of metal coming up the walls of the crucible and coming down the center of the bath, forming a funnel. When metal chips of light material such as aluminum are added to the molten bath they are quickly siphoned into the bath and dissolved.
Applying uni-directional stirring may result in production of higher quality metals with tighter composition tolerances. Parts made of such quality metals could be smaller and lighter while meeting the necessary strength and physical specification requirements.
Today’s technology offers a number of stirring options and capabilities. Induction melting/stirring installations should be carefully selected for the best performance for customer applications. The application and material define furnace size, type, optimal frequency and power.
Satyen N. Prabhu is President and CEO of Inductotherm Corp. For more information, visit www.inductotherm.com.